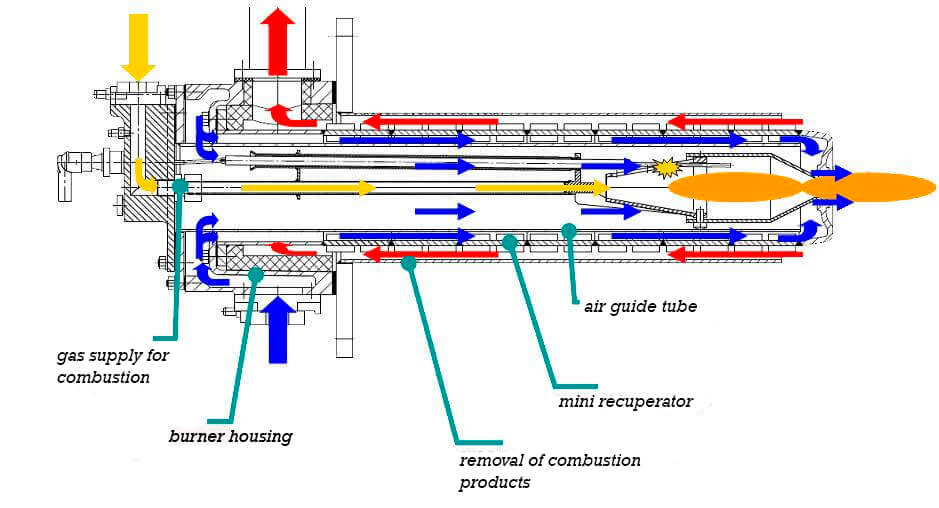
It should be noted that dust and fine scale affect heat extraction efficiency, especially for mini recuperators with a ribbed surface, when dust and scale are deposited on the surfaces and in heat extraction efficiency is sharply reduced. Manufacturers of recuperative burners strongly recommend to blow compressed air through a mini recuperators (when the furnace is stopped) to remove the deposits formed dusty flue gases passing through the burner body.
As mentioned above, an eductor removes combustion products from the furnace working space, however, the process is considered to be an energy-consuming process since additional air is supplied to the burner, and which has 1.5 times larger flow rate than flow rate of air supplied to natural combustion gas. In this case, the fan system of a furnace equipped with recuperative burners should provide 1.5 times more air than for a furnace with traditional burners and, accordingly, electric power consumption of the fan electric motor will be higher.
Information that there is no need to construct a traditional smoke extraction system (hog, external flue ducts) for a furnace equipped with recuperative burners can be considered as inaccurate. According to regulatory requirements, at least 20% of the flow rate of the furnace flue gases shall be removed by the traditional method, either flue or external gas ducts. For this reason, the smoke extraction system of a furnace with recuperative burners has a double-circuit design, the main circuit provides 80% (by volume flow) extraction of combustion products by means of eductors, the remaining 20% are removed through the flue or external ducts. Before installation of smoke extraction system, the given smoke extraction circuits shall be combined, since the exhaust fan must discharge the mixture of combustion products and air into one stack. In the meantime, the power of the exhaust fan of a furnace equipped with recuperative burners is higher than a furnace equipped with traditional burners, since the proportion of air in the combustion products is very high, because, to remove flue gases through the housing, adequate air flow to eductor of each burner shall be guaranteed.
Designers and manufacturers of recuperative burners confirm that production of these burners with a unit capacity of more than 250 kW is not rational and, therefore, use of burners as fuel-burning devices for high-power furnaces (for rolling machine furnaces) is not possible.
In particular, for continuous heat-treating furnaces, use of recuperative burners is generally unacceptable since heating of metal by flue gases in the methodical zone of the furnace is excluded, and therefore, the basic operational principle of the furnaces is violated.
To compare the design and thermal and mechanical parameters of mini-recuperators, recuperative burners and OPT recuperators, we compose a comparative table based on the above material.