At present, the sintering machines of the sinter plants are equipped with ignition furnaces, which use, as a rule, coke oven gas (COG) as a fuel. Fuel combustion process is driven by the flat flame gas burners. Fuel and air for combustion come with the ambient temperature, what is not considered as the rational use of coke oven gas.After the sintering process is finished on the sinter straight-line, the hot sinter enters the gas cooler before being fed to the blast furnace. Hot polluted air at the coolers with a shelter, located above the first chamber, is sucked through the filters with an exhauster and is removed into the atmosphere.
Technical solution
To optimize the operation of gas burners and save gas, as well as to improve the quality of ignition of the sinter blend, it is proposed to use heat of hot sinter ofsinter gas coolers. Before the exhaust fan, it is necessary to install a heat exchanger, which will ensure the heating of the air entering the burners, and reduce the consumption of coke oven gas. The event will also ensure the operation of gas-burning devices in a wider range of regulation and safe (without overheating) operation of the smoke exhauster.
At present, the sintering machines of the sinter plants are equipped with ignition furnaces, which use, as a rule, coke oven gas (COG) as a fuel.
Calculation of expected reduction of energy consumption (preliminary economic assessment)
| Initial data: | |
|---|---|
| Total consumption of coke oven gas (COG) for 2016 | Vkg. = 95160 thousand m3 |
| The cost of COG per 1000 m3 (2017) | Ccog. = 1919 rubles |
| Caloric value of COG (for 2016) | Kkg. = 3919 kcal / m3 |
| The cost of natural gas for 1000 m3 (2017) | Cg. = 4156 rubles |
| Caloric value of natural gas (for 2016) | Kpg. = 8341 kcal / m3 |
| The average temperature of hot air from the cooler in front of the exhauster | Th.a. = 250 °C |
| The average temperature of air preheating to the burner | TV = 191 °C |
Calculation
Coke gas consumption per sinter machine:
Vcog.1 = Vcog./3
V cog./1 = 95160/3 = 31720 000 m3
Taking into account reduction in fuel consumption by 3.0% in scenario of heating of combustion air for each 100 ° C, the total savings from heating to 191 ° C will reach up to 5.7% or in quantitative terms:
Ecog = (Vcog.1 x 5.7) / 100
Ecog= (31720 x 5.7) / 100 = 1 808 000 m3
Financially, the savings will be determinedas follows::
E = Ecog. x Scog.
E = 1 808 000 x 1919 = 3469552 rubles / year= 3.5 million rubles / year
Taking into account the cost of equipment, estimated by «Termo Nord Stream» will be about 7.3 million rubles, and the payback time will be determined as follows:
B1 = E ob / E
B1 = 7.3 / 3.5 = 2.1 years
In case of using saved coke oven gas to replace natural gas, savings value will be:
EG = (Ecog x Kcog) / Kg.
EG = (1808 000 х 3919) / 8341 = 849 500 m3 per year
(Financially, up to 3.5 million rubles / year)
Confirmation of heat recovery effect
Using sinter heat to preheat the combustion air reduces the consumption of coke oven gas for ignition the sinteringmixture, andalsodecreases the cost of purchased energy resources (natural gas). Lowering the temperature of hot air before the fan will increase the reliability of the fan operation. Control for the amount of coke oven gas consumed at the sintering line is produced by automatics and is monitored by service personnel.
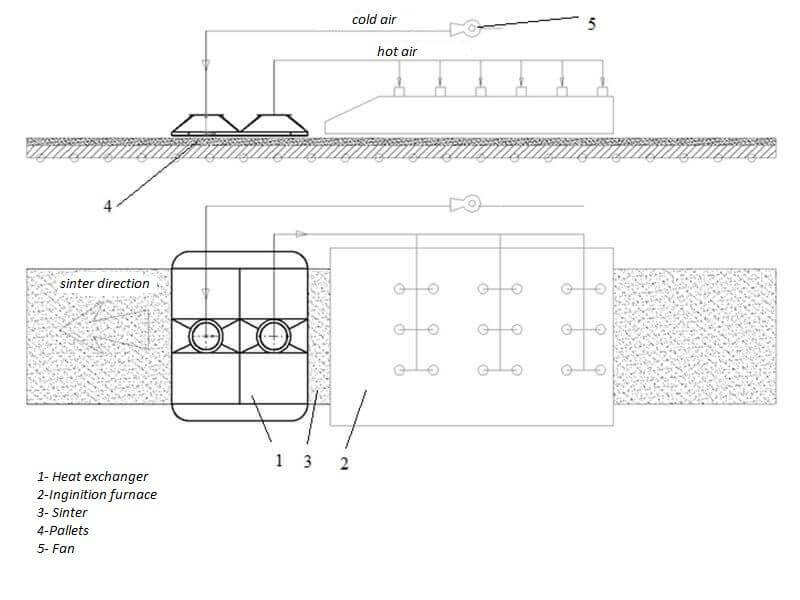
The OPT heat exchanger (pos. 1) recovers heat radiated by the heated sinter, cooling its surface layer. The heat exchanger is installed along the sinter line after the ignition furnace.
The cold air is delivered from the shop by the fan (pos. 5) and then sent to the OPT heat exchanger (pos. 1), where it is heated by thermal radiation from the surface layer of sinter (pos. 3). The average temperature of sinter after the ignition furnace is approximately 1100 ° C.
The sinter mass leaving the ignition furnace has a high temperature of the surface layer, i.e. it has a very significant potential in terms of the radiation part of the heat transfer process between the ribbed walls of the heat exchanger and the outer surface of the hot sinter.